
Řemenová vřetena
IBB, IBC, IBE, IBD, IBDA

Stručná charakteristika
Vřetena s řemenovým náhonem jsou určena pro broušení otvorů v nejširším rozsahu průměrů a délek. Vřetena se vyrábějí v provedení a rozměrech, které umožňují volbu vhodného typu při sériové i kusové výrobě.
| OTÁČKY | Vřetena jsou vyráběna od 2800 ot/min do 60 000 ot/min. |
||||
| SMĚR OTÁČEK | Všechna vřetena jsou dodávána jako pravotočivá. |
||||
| ULOŽENÍ HŘÍDELE | Hřídel je uložen ve vysoce přesných kuličkových ložiskách s kosoúhlým stykem pro vysoké otáčky. Vůle ložisek je vymezena pružinou. |
||||
| MAZÁNÍ | Nejvhodnějším způsobem mazání pro vysokootáčková vřetena je mazání olejovou mlhou, která zaručuje nejvhodnější promazání vysokootáčkových ložisek a zároveň i chlazení vnitřku vřetena procházejícím vzduchem. Nejrozšířenější způsob mazání ložisek vybrušovacích vřeten je mazání plastickými mazivy. |
||||
| ŘEMENICE MOTORU | Průměr řemenice hnacího motoru se stanoví ze vzorce
D - průměr řemenice motoru nd otáčky motoru pro elektromotor s nd = 2865 ot/min je D = 220 mm |
||||
| POHON | K pohonu řemenových vřeten se používají nekonečně tkané ploché řemeny, poháněné bud' standardními motory nebo speciálními elektromotory MB. |
||||
| MĚNIČ KMITOČTU | Měnič slouží k dodávání proudu o proměnné frekvenci pro napájení motoru pohonu vřetena což umožňuje navolit z ovládacího panelu stroje optimální otáčky. ( Pozor, aby nedošlo k překročení max. povolených otáček vřetena ). |
Provoz vybrušovacích jednotek s řemenovými vřeteny.
Vybrušovací vřeteno s případným příslušenstvím je poměrně velkou investicí. Aby jí bylo řádně využito a docíleno optimálních výsledků ve výrobním procesu, musí být vřeteno správně zvoleno a pro jeho nasazení musí být vytvořeny vhodné podmínky.
Kritéria volby správného vřetena pro danou technologii.
Při výběru vhodného typu vřetena pro daný obrobek je potřebné brát v úvahu dvě základní hlediska :
- parametry obrobku, kterých chceme broušením dosáhnout
- množství v kterém bude vyráběn
Při volbě vřetena dbáme těchto zásad :
- a) Řemenová vřetena používáme pro kusovou a malosériovou výrobu a všude kde je nutno vřeteno často vyměňovat, např. na univerzálních brousících strojích. Pro sériovou a hromadnou výrobu obrobků s vysokými technologickými nároky dáváme přednost elektrovřetenům.
- b) Protože pro efektivní broušení je rozhodující tuhost vřetena, volíme co možná největší průměr vřetena a vřeteno co nejkratší. Je nutno brát v úvahu účelnost práce s hospodárnou obvodovou rychlostí brousícího kotouče ( cca 35 ms-1 nebo větší, pokud nejsme omezeni bezpečnostními předpisy).
- c) Kotouč volíme co možná největší a příslušný nástavec co nejkratší a nejsilnější
- d) Vřetena s trvalou tukovou náplní ložisek není možné použít tam, kde je jako chladící kapalina používají rozpouštědla, např. petrolej, lehký olej apod. V těchto případech musí být použito řemenové vřeteno mazané olejovou mlhou.
- e) Tuhost s prodlužování nástavce rychle klesá. Kuželovitost broušeného otvoru, která vzniká použitím příliš dlouhého nástavce, je možno odstranit prodloužením doby časování na konci cyklu.
Umístnění vybrušovacího vřetena na brousící stroj
Správná funkce vybrušovacího vřetena může být znehodnocena, případně vřeteno může být v krátké době zničeno nesprávnou instalací na obráběcím stroji !
Vybrušovací vřetena se na stroji upínají do držáku, který musí být dostatečně tuhý. Úchylka rovnoběžnosti osy brusného vřetena s pohybem stolu brousícího stroje nesmí být větší než 0,01 mm v délce 150 mm.
Válcová vřetena se upínají do otvoru v držáku, který může být po jedné straně rozříznut nebo vyroben jako dvoudílný. Otvor pro vřeteno musí být vyroben v toleranci H6 nebo H7 a uprostřed muže být odlehčen. Vřeteno se upne sevřením držáku šrouby. Tyto šrouby však nesmí v žádném případě působit přímo na těleso vřetena. Sevření vřetena nesmí být příliš velké, aby nedošlo k deformaci tělesa vřetena. Délka upnutí má být co největší, doporučuje se aby odpovídala minimálně dvojnásobku průměru vřetena.
Společně s držákem vřetena je třeba řešit i kryt brousícího kotouče. Kotouč musí být opatřen ochranným krytem, vyhovujícím normě ČSN 20 0706, která obsahuje směrnice pro konstrukci. Síla stěny krytu brousícího kotouče musí odpovídat normě ČSN 20 0707. Při montáži vřetena na stroj je potřeba vyvarovat se rázů a úderů na vřeteno. Vřeteno může být provozováno v libovolné poloze, přičemž preferovaná je poloha vodorovná.
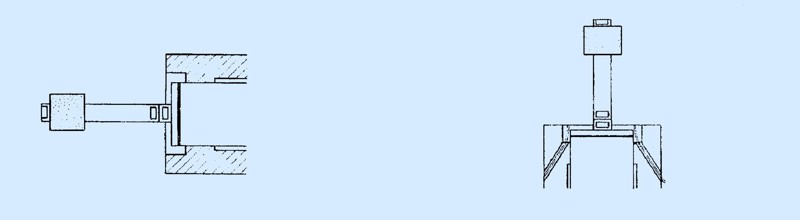
Přestože labyrintové těsnění v rotující krytce spolehlivě chrání ložiska před znečištěním prachem a chladícími emulsemi, nesmí být nikdy přiváděna chladící kapalina do mezery mezi víčko a těleso vřetena. Ze stejného důvodu nesmí být na stojící nebo rozbíhající se vřeteno přiváděn paprsek chladící kapaliny. Je-li vřeteno vestavěno do stroje tak, že rotující krytka je zakryta ( utopena ), musí být okolo krytky vytvořen dostatečný prostor, aby chladící kapalina mohla nerušeně odtékat ( obr. 1 ). V případě, že je vřeteno umístněno svisle, musí být tento prostor opatřen odtokovými kanály ( obr. 2 ).
Velmi důležitou částí pohonu vřetena jsou řemeny. Řemen může mít značný vliv na jakost broušeného povrchu a na životnost ložisek vřetena. Doporučujeme používat jen nejjakostnějších nekonečně tkaných řemenů. Nejhorší vlastnosti mají řemeny klínové, zvláště tehdy, je-li k náhonu použito více paralelních řemenů.
Velká pozornost musí být věnována napnutí řemene, které má být jen takové, aby stačilo k přenesení příslušného výkonu poháněcího motoru.
Přehled vybrušovacích vřeten s řemenovým náhonem
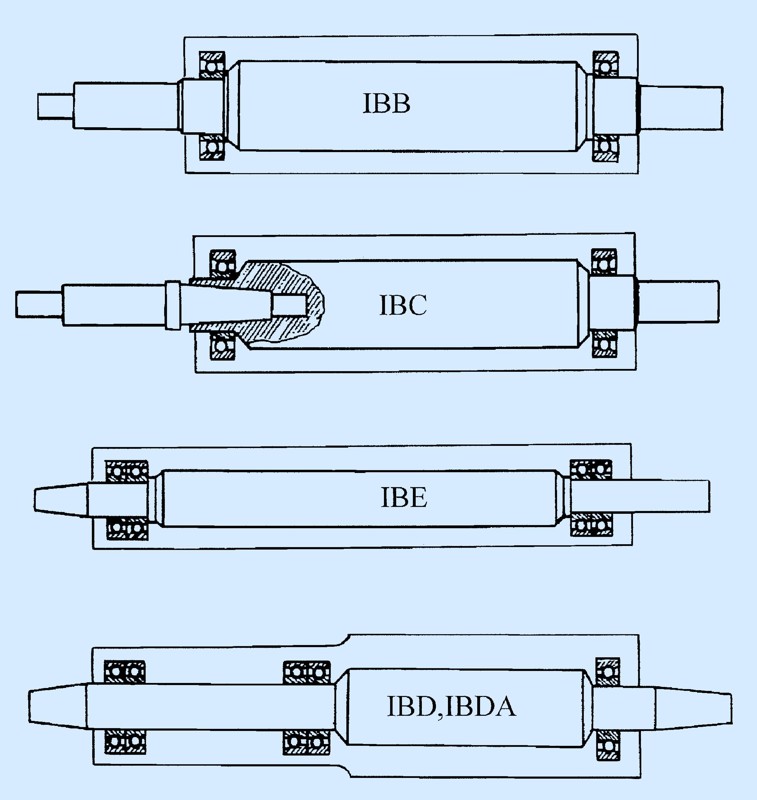
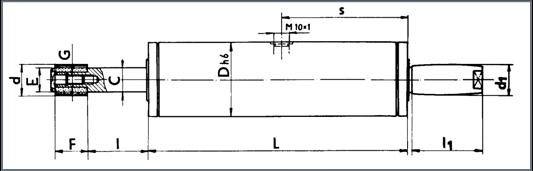
IBB Vřetena s prodlouženým hřídelem
Tato vřetena jsou určena pro nejvýkonnější broušení při sériové výrobě. Jsou navržena pro otáčky od 8 000 do 25 000 ot/min.

|
Typ vřetena |
Pro ved. |
Rozměry vřetena |
Vstup mlhy |
Upínací rozměry a ø kotouče pro obvodovou rychlost 35 m/s |
Rozměry řemenice |
Otáčky |
|||||||
|
Dh6 |
L |
I |
C |
s |
F |
G |
E |
d |
d1 |
l1 |
min-1 |
||
|
IBB 70 225 |
A |
70 |
225 |
50 |
18 |
115 |
25 |
10 |
18 |
26 |
25 |
50 |
25 000 |
|
B |
70 |
||||||||||||
|
IBB 80 225 |
A |
80 |
50 |
33 |
32 |
20 000 |
|||||||
|
B |
70 |
||||||||||||
|
IBB 70 250 |
A |
70 |
250 |
50 |
23 |
120 |
32 |
13 |
23 |
33 |
32 |
60 |
20 000 |
|
B |
90 |
||||||||||||
|
IBB 80 250 |
A |
80 |
50 |
41 |
40 |
16 000 |
|||||||
|
B |
90 |
||||||||||||
|
IBB 80 275 |
A |
80 |
275 |
70 |
28 |
135 |
40 |
16 |
28 |
41 |
40 |
60 |
16 000 |
|
B |
110 |
||||||||||||
|
IBB 100 275 |
A |
100 |
70 |
53 |
50 |
12 500 |
|||||||
|
B |
110 |
||||||||||||
|
IBB 100 300 |
A |
100 |
300 |
70 |
33 |
150 |
40 |
20 |
33 |
53 |
50 |
70 |
12 500 |
|
B |
110 |
66 |
63 |
10 000 |
|||||||||
|
IBB 100 350 |
A |
100 |
350 |
80 |
36 |
150 |
50 |
20 |
36 |
66 |
63 |
70 |
10 000 |
|
B |
120 |
32 |
50 |
||||||||||
|
IBB 125 425 |
A |
125 |
425 |
80 |
52 |
150 |
20 |
32 |
45 |
83 |
64 |
110 |
8 000 |
|
20 |
32 |
55 |
|||||||||||
|
B |
145 |
25 |
51 |
70 |
|||||||||
|
50 |
51 |
70 |
|||||||||||
Poznámka : vřetena mazaná stálou tukovou náplní zpravidla nemají na tělese otvor M10 x 1
Příklad označení pro objednávku : vřeteno IBB 100 300 T provedení A
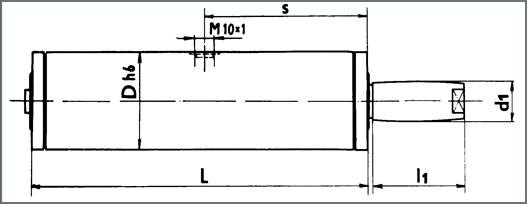
IBC Vřetena s výměnnými nástavci
Tato vřetena jsou určena pro broušení otvorů různých průměrů a hloubek jedním vřetenem. Jsou navržena pro otáčky od 10 000 do 60 000 ot/min.

|
Typ vřetena |
Rozměry vřetena |
Vstup mlhy |
ø kot pro 35 m/s |
Rozměry řemenice |
Otáčky |
||
|
Dh6 |
L |
s |
d |
l |
min-1 |
||
|
IBC 45 160 |
45 |
160 |
70 |
11 |
10,5 |
27 |
60 000 |
|
IBC 45 165 |
165 |
13 |
12,5 |
28 |
50 000 |
||
|
IBC 50 175 |
50 |
175 |
85 |
16 |
16 |
40 |
40 000 |
|
21 |
21 |
31 000 |
|||||
|
26 |
25 |
25 000 |
|||||
|
IBC 60 200 |
60 |
200 |
100 |
21 |
20 |
50 |
31 000 |
|
IBC 65 200 |
65 |
26 |
25 |
25 000 |
|||
|
IBC 70 225 |
70 |
225 |
115 |
26 |
25 |
50 |
25 000 |
|
IBC 80 225 |
80 |
33 |
32 |
20 000 |
|||
|
IBC 70 250 |
70 |
250 |
120 |
33 |
32 |
60 |
20 000 |
|
IBC 80 250 |
80 |
41 |
40 |
16 000 |
|||
|
IBC 80 275 |
80 |
275 |
135 |
41 |
40 |
60 |
16 000 |
|
IBC 100 275 |
100 |
53 |
50 |
12 500 |
|||
|
IBC 100 300 |
100 |
300 |
150 |
26 |
25 |
50 |
12 000 |
|
33 |
32 |
10 000 |
|||||
|
IBC 100 350 |
100 |
350 |
150 |
66 |
63 |
70 |
10 000 |
Nástavce vřeten – umožňují broušení jedním druhem vřetena IBC různé průměry a hloubky broušeného otvoru.
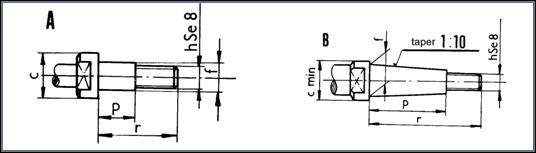
Podle upínací části rozlišujeme dva druhy nástavců :
- typ A – nástavce s válcovou upínací částí
- typ B – nástavce s kuželovou upínací částí
| Typ vřetena | Upínací rozměry nástavců (obr. č.3 a obr. č.4) | ||||||
|
Provedení |
c |
p |
r |
f |
hSe8 |
||
|
IBC 45 160 |
A |
8,5 |
6 |
12 |
5 |
-0,004 -0,006 |
M 4 |
|
IBC 45 165 |
10,5 |
8 |
15 |
7 |
-0,004 -0,006 |
M 6 |
|
|
IBC 50 175 |
13 |
10 |
22 |
|
|||
|
IBC 60 200 |
15 |
12 |
25 |
8,5 |
-0,004 -0,006 |
M8 |
|
|
IBC 65 200 |
|
|
|
|
|||
|
IBC 70 225 |
B |
14,2 |
38 |
54 |
14,2 |
+0,02 |
|
|
IBC 80 225 |
|
|
|
|
|||
|
IBC 70 250 |
18,3 |
47 |
67 |
18,3 |
+0,02 |
M 10 |
|
|
IBC 80 250 |
|
|
|
|
|||
|
IBC 80 275 |
22,4 |
58 |
82 |
22,4 |
+0,02 |
M 12 |
|
|
IBC 100 275 |
|
|
|
|
|||
|
IBC 100 300 |
25,5 |
66 |
94 |
25,5 |
+0,02 |
M 16 |
|
|
IBC 100 350 |
30,5 |
62 |
100 |
30,5 |
+0,02 |
M 18 |
|
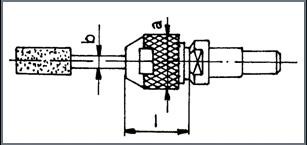
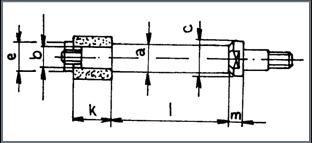
Přehled nástavců typu A
|
Vřeteno IBC |
Nástavec typu A |
Pro kotouč plochý |
Pro kotouč s jednostr. vybráním |
|||||||||
|
a |
l |
m |
c |
Označení nástavce |
Upínací rozměry brusného kotouče |
Označení nástavce |
Upínací rozměry brusného kotouče |
|||||
|
b |
k |
e |
b |
k |
e |
|||||||
|
45 160 |
14 |
20 |
5 |
8,5 |
41.01.0* |
3 |
|
|
|
|
|
|
|
4 |
12 |
41.02.0** |
2 |
10 |
4 |
|||||||
|
6 |
16 |
41.03.0** |
3 |
6 |
||||||||
|
45 165 |
14 |
20 |
6 |
10,5 |
42.01.0* |
3 |
10 |
6 |
|
|
||